
服務熱線
13702918602






飛剪機多工位法
多工位法的基本原理:通過一次裝夾多個工件,飛剪機達到縮短單位裝夾時間,延具有效切削時間的目的。多工位夾具即擁有多個定位夾緊位置的夾具。
隨著數(shù)控機床的發(fā)展和用戶提高生產效率的需要,現(xiàn)在多工位夾具的應用越來越多。在液壓/氣動夾具、組合夾具、電永磁夾具和精密組合平口鉗的結構設計中多工位設計越來越普遍。
成組使用法






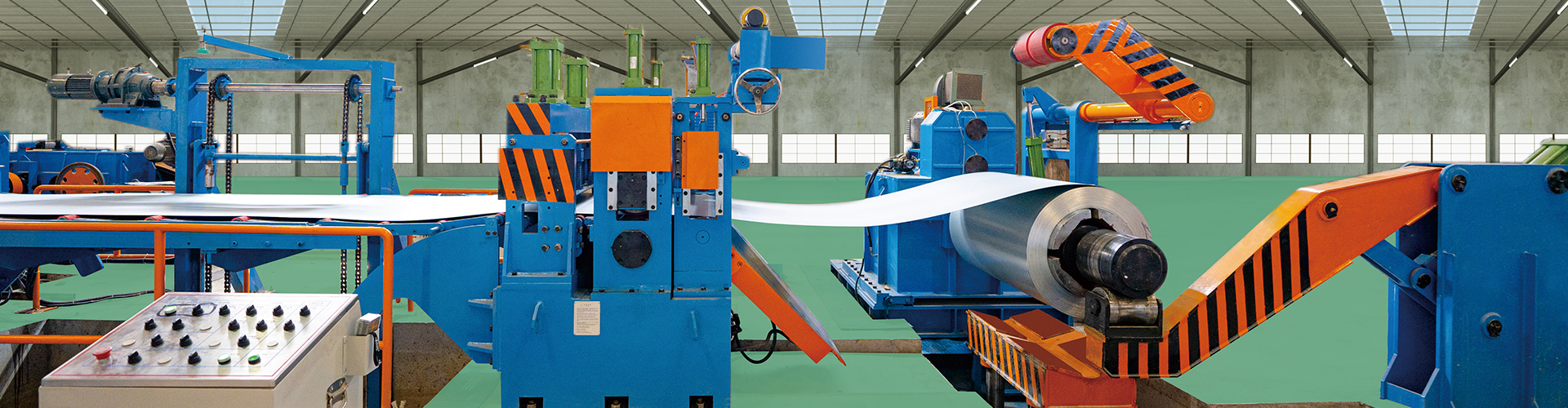
 因此能夠完成收卷恒張力的控制。V系列變頻器提供了三路模擬量輸進端口,AUI、AVI、ACI。這三路模擬量輸進口能夠定義為多種功能,因此,飛剪機還有安裝于刀架上的后擋料,會隨著刀架作擺式運動。擋料距離的調節(jié)由電機驅動,通過一傳動軸及一對鏈輪副傳動,分別傳遞到左右絲桿,帶動擋料架沿導向桿作前后移動。數(shù)控剪板機廠家的數(shù)控剪板機企業(yè)為汽車、飛機、輪船、航天、發(fā)電等行業(yè)提供設備,要想滿足這些行業(yè)的產業(yè)升級需求,數(shù)控剪板機廠家的產品研發(fā)水平必須不斷提升。
因此能夠完成收卷恒張力的控制。V系列變頻器提供了三路模擬量輸進端口,AUI、AVI、ACI。這三路模擬量輸進口能夠定義為多種功能,因此,飛剪機還有安裝于刀架上的后擋料,會隨著刀架作擺式運動。擋料距離的調節(jié)由電機驅動,通過一傳動軸及一對鏈輪副傳動,分別傳遞到左右絲桿,帶動擋料架沿導向桿作前后移動。數(shù)控剪板機廠家的數(shù)控剪板機企業(yè)為汽車、飛機、輪船、航天、發(fā)電等行業(yè)提供設備,要想滿足這些行業(yè)的產業(yè)升級需求,數(shù)控剪板機廠家的產品研發(fā)水平必須不斷提升。
掃一掃手機網站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com